Unisite Group Ltd.
Straight Pipe,Suction Pipe,Structural Pipes
86-574-87053650
Unisite Group Ltd.
Straight Pipe,Suction Pipe,Structural Pipes
86-574-87053650










This standard is applicable to the general structure and mechanical structure of Seamless Steel Pipe, seamless Steel Pipe, fluid seamless steel pipe standard for the general seamless steel pipe. The main difference between it and the structure of seamless steel tube is the hydraulic test or the ultrasonic, eddy current and magnetic flux leakage testing. Therefore, it is not suitable to use fluid seamless steel pipe in the standard of pressure pipe. Seamless steel pipe for the outside diameter, wall thickness, thick walled seamless steel pipe is mainly used for mechanical processing, coal, hydraulic steel, and other purposes. Thick walled seamless steel pipe is divided into 10#, 20#, 35#, 16Mn, 45#, 12Cr1MoV, 27SiMn, 10CrMo910, 15CrMo, 35CrMo, etc.. The classification of thick walled seamless steel pipe hot rolled thick wall seamless steel pipe, cold rolled thick wall seamless steel pipe, seamless steel tube, cold drawn thick wall extrusion thick wall seamless steel tube, pipe jacking. Stainless steel seamless steel pipe structure (GB/T14975-1994) is widely used in chemical, petroleum, hot-rolled stainless steel made of textile, medical, food, machinery and other industrial anti-corrosion pipes and structural parts and parts of the (extrusion, expansion) and cold drawing (rolling) seamless steel tube.
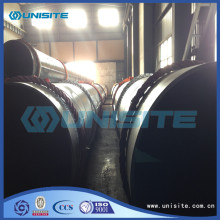
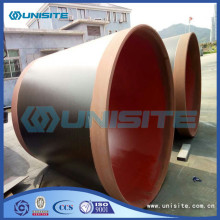
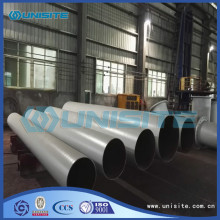
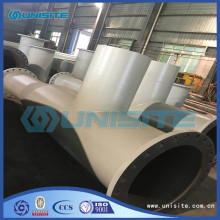
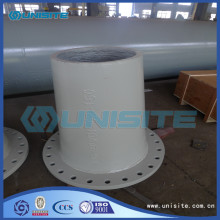
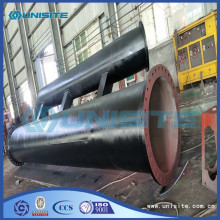
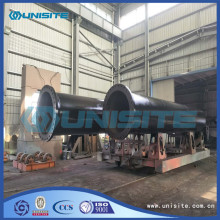
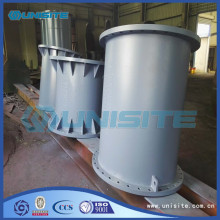
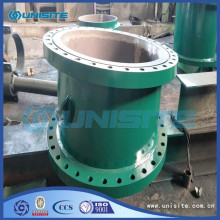
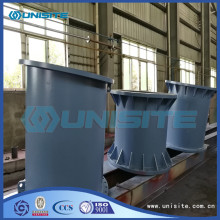
Photo of our Structural Pipes:







Application:
Scope of use, including the general structure and mechanical structure, a large number of construction, machinery, transportation, aviation, oil and other industries of various structures.
Delamination defect
In view of the mechanism, it is generally believed that the non metallic inclusions in the tube will destroy the continuity and compactness of the 45# structure, and the serious inclusion of the 45# structure will produce delamination. The other one is that the hydrogen induced crack, because of hydrogen in steel aggregation caused by internal gas metal pressure is too high, the formation of white spots in the compact inner tube, the crack occurred in the rolling process, and ultimately the formation of lamination defect. In addition, the uneven deformation of the two roll cross piercing is produced by the stress exceeding the plastic strength.
In the case of strict smelting control, there are third kinds of cases, the control measures:
1, improve the plastic and toughness of 45# steel pipe
Improving the cleanliness of molten steel, reduce harmful inclusions in continuous casting billet; increase the proportion of equiaxed grains, reduce the central segregation and central porosity; the cooling system is reasonable, avoid the slab internal crack; on line slab or billet by slow cooling process, reduce internal stress, in which the microstructure and mechanical properties of pipe billet and finished 45# steel structure meet the technical standard requirements.
2, reasonable control of heating temperature
The best heating temperature was selected by the determination of the thermoplastic curve. Tube billet heating should also pay attention to enough holding time, in order to reduce the deformation resistance and improve the ductility of 45# steel pipe.
3, reduce the roll speed
The roller speed is the key parameter of the perforation process. The roller speed is changed from low to high, and there is a critical roll speed which begins to appear. When the roller rotating speed is low, the tube blank is easy to form a hole cavity. When the roller speed is higher, the tube blank and the 45# structure steel tube are easy to form the delamination defect. In order to eliminate the pipe blank and 45# structure, the roller speed should be reduced to the critical roll speed, which is lower than that of the layer.
Structure tube weight calculation formula: [(outside diameter - wall thickness) * wall thickness of]*0.02466=kg/ meters (weight per meter)