Unisite Group Ltd.
Saw Weld Round Steel Pipe,Saw Weld Small Size Steel Pipes,Saw Weld Steel Pipes
86-574-87053650
Unisite Group Ltd.
Saw Weld Round Steel Pipe,Saw Weld Small Size Steel Pipes,Saw Weld Steel Pipes
86-574-87053650
Model No.: USA-046
Brand: UniSite
Dimension: As Per Drawing/order
Inspection: Material, Construction, Dimension, Welding Seam, N
Grade: 10#-45#, Q195-Q345, X42-X80, L245-L255 Or Other Ma
Standard: API 5L, BS 1387, GB/T 3091-2001, GB/T9711, ASTM A5
Certificate: API BV
Application: Marine Steel Structure And Dredging Field And Oil
Tolerance: High Accuracy(ISO2768, ISO5817, ISO13920); Detail:
Surface: Sa2.5 Blasted And Two Or Three Layers Painted With
Thickness: 5-60
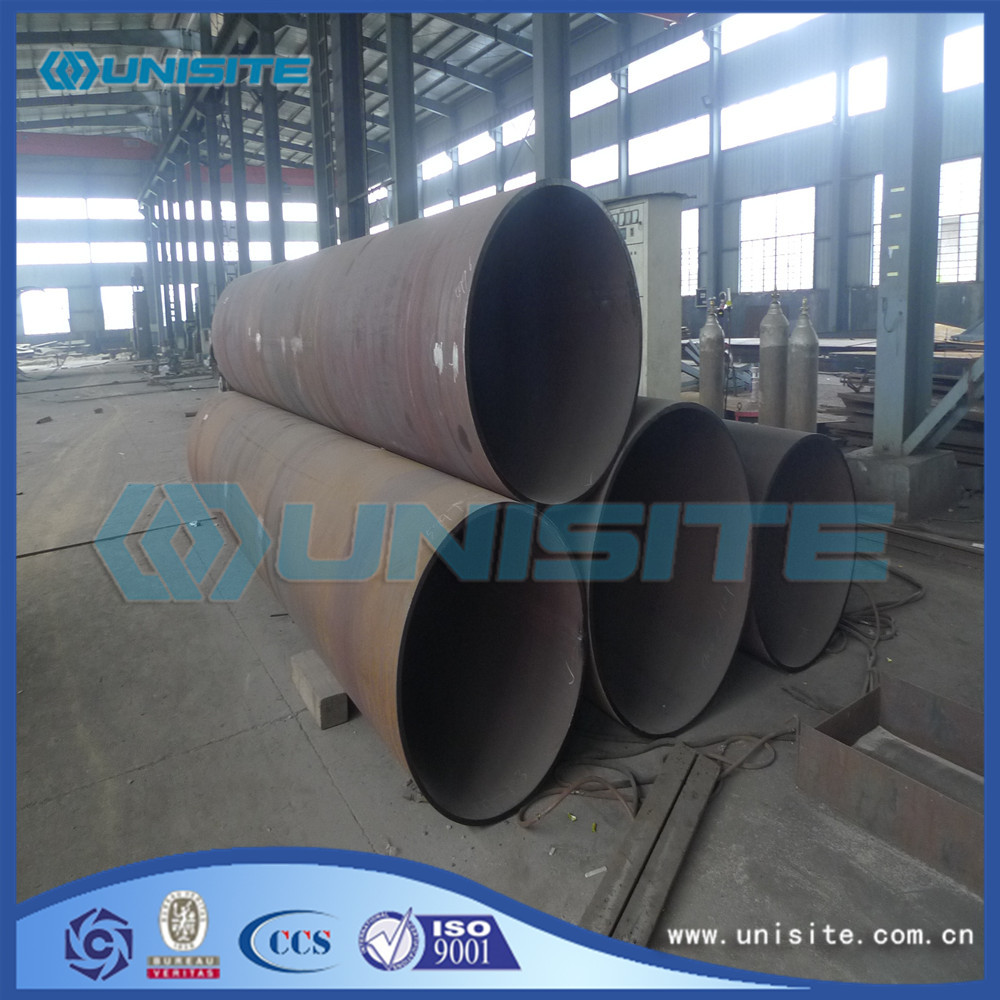
Saw Weld Round Steel Pipe: Saw Weld Small Size Steel Pipes
Packaging: bulk package and bulk vessel transportation; frame container package and frame container transportation
Transportation: Ocean,Land
Place of Origin: china mainland(zhejiang)
Certificate: API/BV/ISO
Payment Type: L/C,T/T
Incoterm: FOB,CFR,CIF
Submerged arc welding (SAW) is a common arc welding process. The first patent on the submerged-arc welding (SAW) process was taken out in 1935 and covered an electric arc beneath a bed of granulated flux. Originally developed and patented by Jones, Kennedy and Rothermund, the process requires a continuously fed consumable solid or tubular (metal cored) electrode.[1] The molten weld and the arc zone are protected from atmospheric contamination by being "submerged" under a blanket of granular fusible flux consisting of lime, silica, manganese oxide, calcium fluoride, and other compounds. When molten, the flux becomes conductive, and provides a current path between the electrode and the work. This thick layer of flux completely covers the molten metal thus preventing spatter and sparks as well as suppressing the intense ultraviolet radiation and fumes that are a part of the shielded metal arc welding (SMAW) process.

Features
Welding head
It feeds flux and filler metal to the welding joint. Electrode (filler metal) gets energized here.
Flux hopper
It stores the flux and controls the rate of flux deposition on the welding joint.
Flux
The granulated flux shields and thus protects molten weld from atmospheric contamination. The flux cleans weld metal and can modify its chemical composition also. The flux is granulated to a definite size. It may be of fused, bonded or mechanically mixed type. The flux may consist of fluorides of calcium and oxides of calcium, magnesium, silicon, aluminium and manganese. Alloying elements may be added as per requirements. Substances evolving large amount of gases during welding are never mixed with the flux. Flux with fine and coarse particle sizes are recommended for welding heavier and smaller thickness respectively.
Electrode
SAW filler material usually is a standard wire as well as other special forms. This wire normally has a thickness of 1.6 mm to 6 mm (1/16 in. to 1/4 in.). In certain circumstances, twisted wire can be used to give the arc an oscillating movement. This helps fuse the toe of the weld to the base metal.[3] The electrode composition depends upon the material being welded. Alloying elements may be added in the electrodes. Electrodes are available to weld mild steels, high carbon steels, low and special alloy steels, stainless steel and some of the nonferrous of copper and nickel. Electrodes are generally copper coated to prevent rusting and to increase their electrical conductivity. Electrodes are available in straight lengths and coils. Their diameters may be 1.6, 2.0, 2.4, 3, 4.0, 4.8, and 6.4 mm. The approximate value of currents to weld with 1.6, 3.2 and 6.4 mm diameter electrodes are 150–350, 250–800 and 650–1350 Amps respectively.
Our service
Besides above the general specifications, we can also supply some specific pipes and other similar steel structure as clients' requirements.
Package and shipping
bulk package and bulk vessel transportation
frame container package and frame container transportation
Photos of our Saw weld small size steel pipes




With professionalism, vitality, innovation, respect, team spirit, UniSite culture (corporate values, corporate philosophy and behavior shaping) is continuously developing, along with our company from its foundation.
")
How to contact us?
Send your Inquiry Details in the Below, Click "Send" Now!
Product Categories : Steel Pipe > Saw Pipe